点击数:7142025-03-19 09:22:54 来源: 科智机械
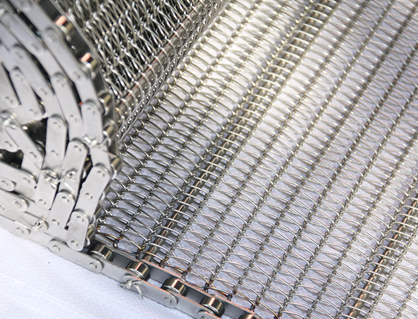
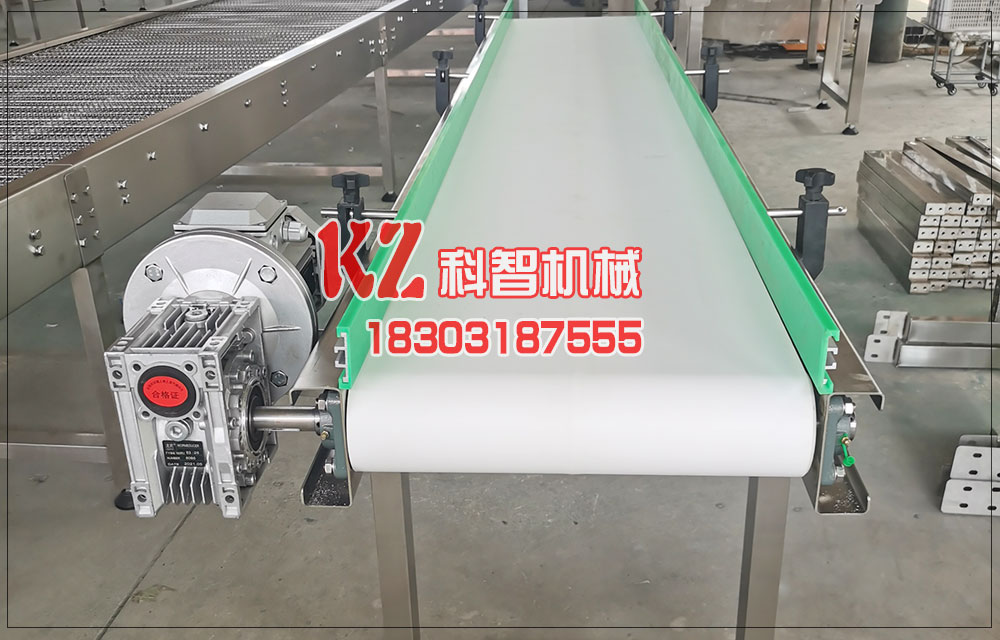
显像管自动流水线皮带输送机传动部门垂直组装工艺先容,在此以SDJ100/63/2×75型输送机为例,先容其组装工艺程序。
1)安装预备工作。
①要编制审批项目施工技术措施和安 全措施。
②向参加现场功课职员贯彻施工技术措施和安 全措施,使操纵职员熟知施工 工序、操纵工艺、技术尺度和安 全留意事项。
③检查附近环境,要求支护牢靠。
④检查起吊工具是不是完好,提前设好起吊点 ,一定要牢固可靠。
⑤预备好其它辅助材料和器具。
2)将两侧支撑框架部件一(带凸台的侧面支撑框架)、部件二(侧面支撑框架)水平重叠摆放在巷道底板上。
工序:①先在预备放框架的位置垂 直巷道中 央线各铺设一块方木(规格200×200×1000mm),距框架端头100mm,找正垫平垫实。
②利用起吊工具将部件一、部件二吊放在方木上,上 下重叠在一起,部件一放在下边。
③在安装的位置按照长边平行巷道中 央线,部件中 央线与巷道中 央线重合。
3)显像管自动流水线皮带输送机将传动滚筒逐个起吊装与支撑框架进行装配。
施工装配工序为:
①在框架上方沿装配中 央线两边各预备一个牢固的起吊生根点,将起吊工具吊 挂好。
②固定好两个对称的起吊点,将传动滚筒垂直吊起装配进入输送机的支撑框架。
③用起吊工具对称将部件二平衡吊起到位。
④用固定螺栓缝合传动滚筒和以及部件(侧面支撑框架)。
4)将大齿轮吊起运到位,组装两个大齿轮,上好堵板。
5)安装底盘:
①将部件三(底盘)紧贴侧面支撑框架垂直吊起。
②缝合好螺栓。
6)用起吊工具将以上组装好的传动部件整体旋转90度平放在底板上。
7)大齿轮加固体润滑脂,安装大齿轮保护罩,缝合好螺栓。
8)皮带爬坡输送机安装部件四(上方框架)。
①将部件平衡起吊到位;
②找正后缝合螺栓。
9)组装减速箱和电念头。
10)清扫油物浮尘,各传动部位加润滑剂,外露部门加护栏、保护罩,液压联轴节注液。
11)当真检查验收确认机械设备安装符合完好尺度。安装好电气部门,通电测试电念头机能合格后,空载试运行进行调试,发现机电故障立刻停 机处理,直至运行正常。
12)空载调试运行正常后进行重载试运行调试,移交设备。
安平县科智丝网制品有限公司
焦经理:13363321955(微信同号)
魏经理:15231229955(微信同号)
地址:河北省衡水市安平县