点击数:7562025-02-14 11:06:16 来源: 科智机械
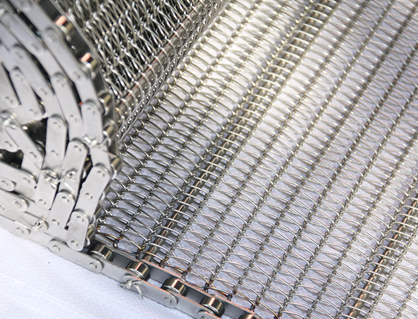
方便面包装机械转弯输送机跑偏解决方法
(1)检查托辊横向中 心线与转弯输送机纵向中 心线的不重合度。在不重合度值超过3mm,要利用托辊组两侧的长形安装孔对其进行调整。方法是转弯输送机偏向哪一侧,托辊组一侧向输送机输送带前进的方向前移,或另外一侧后移。
(2)检查头、尾机架安装轴承座的两个平面的偏差值。当两平面的偏差大于1mm,要对两平面调整在同一平面内。 头部滚筒的调整方法是:若链条输送带向滚筒的右侧跑偏,在滚筒右侧的轴承座要向前移动或左侧轴承座后移;若链板输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。
(3)检查物料在输送带上的位置。物料在不锈钢输送带横断面上不居中,将导致链条输送带跑偏。在物料偏到右侧,则皮带向左侧跑偏,反过来也是这样的。在使用时可能的让物料居中。为减少或防止此类输送带跑偏可增加挡料板,改变物料运输方向和位置。

安平县科智丝网制品有限公司
焦经理:13363321955(微信同号)
魏经理:15231229955(微信同号)
地址:河北省衡水市安平县